
The Monolithic Manufacturing Revolution: Why We're Printing Entire Structures Instead of Assembling Thousands of Parts
January 13, 2026
This is some text inside of a div block.


How Large Format Additive Manufacturing with Continuous Fiber is Eliminating the Assembly Line

For over a century, we've been building complex structures the same way: break them into thousands of pieces, manufacture each one separately, then spend weeks or months bolting, riveting, and welding them back together. A modern aircraft fuselage? That's 2.3 million fasteners. A bus chassis? Hundreds of welded joints and bolted connections. Each joint is a potential failure point, a stress concentration, and a source of accumulated dimensional errors.
But here's the thing – we only did it this way because we had no other choice. Our manufacturing processes couldn't handle the complexity of making an entire structure in one shot.
That constraint just disappeared.
The fundamental shift we're seeing is this: what if you could print a 12-meter bus chassis as a single, continuous structure instead of welding together 50+ components?
It sounds ambitious, but the technology is here, and the benefits are massive:
Traditional 3D printing creates parts layer by layer, with fibers running in predictable, geometric patterns. This is like building a bridge with steel beams pointing in random directions – structurally inefficient.
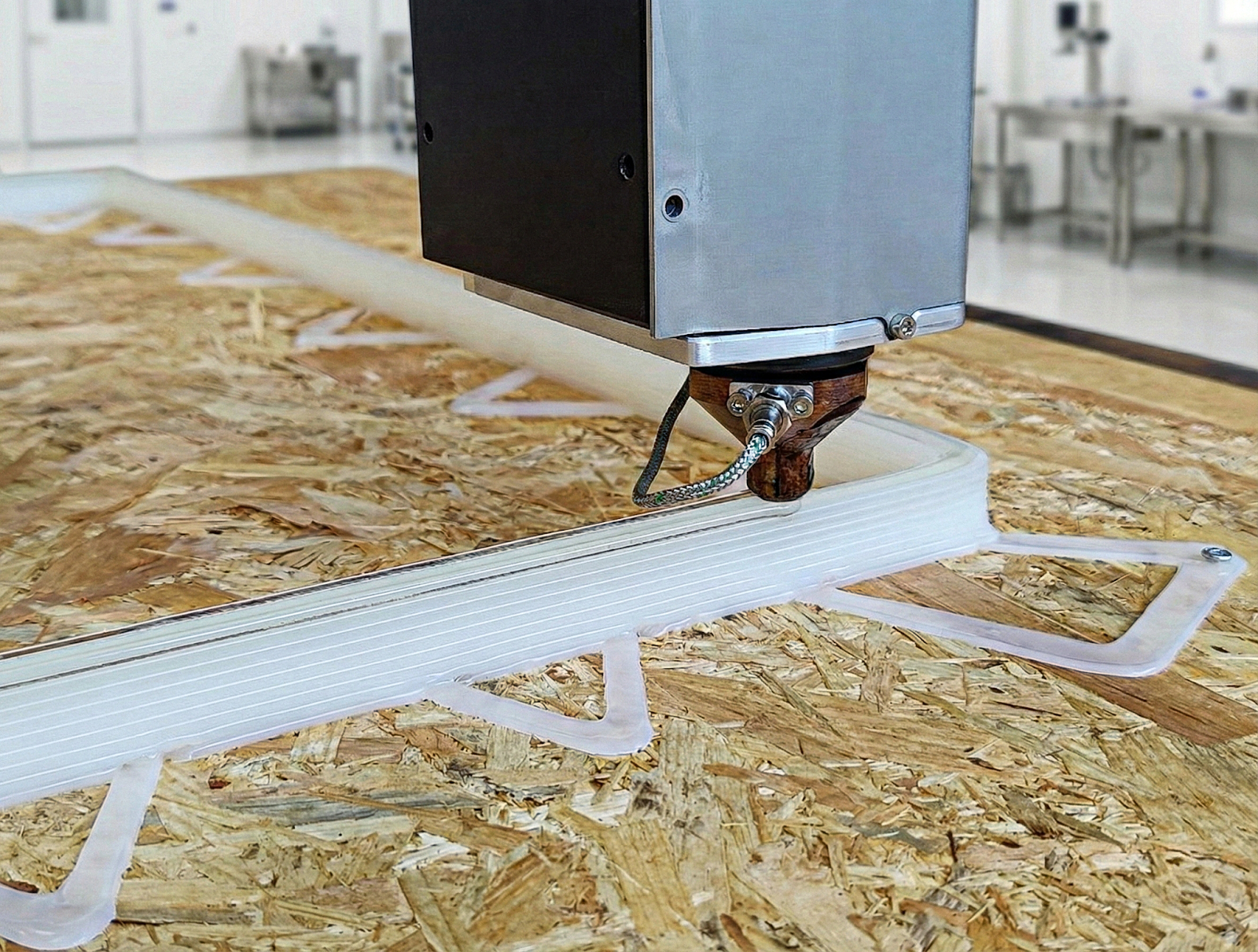
Modern continuous fiber LFAM does something fundamentally different: it places fibers exactly where stress wants to flow.
The Results:
How We Do It at Addcomposites:

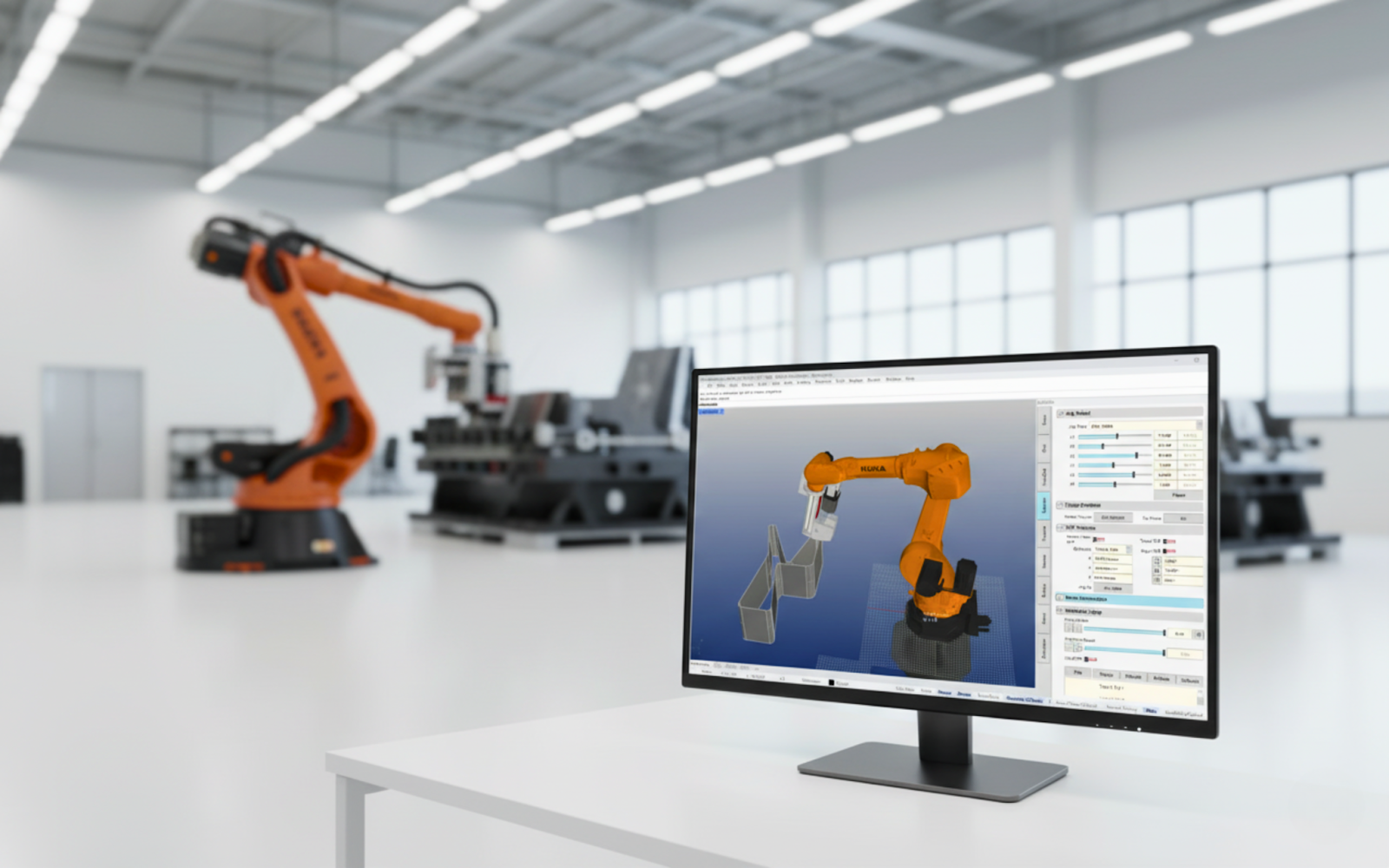
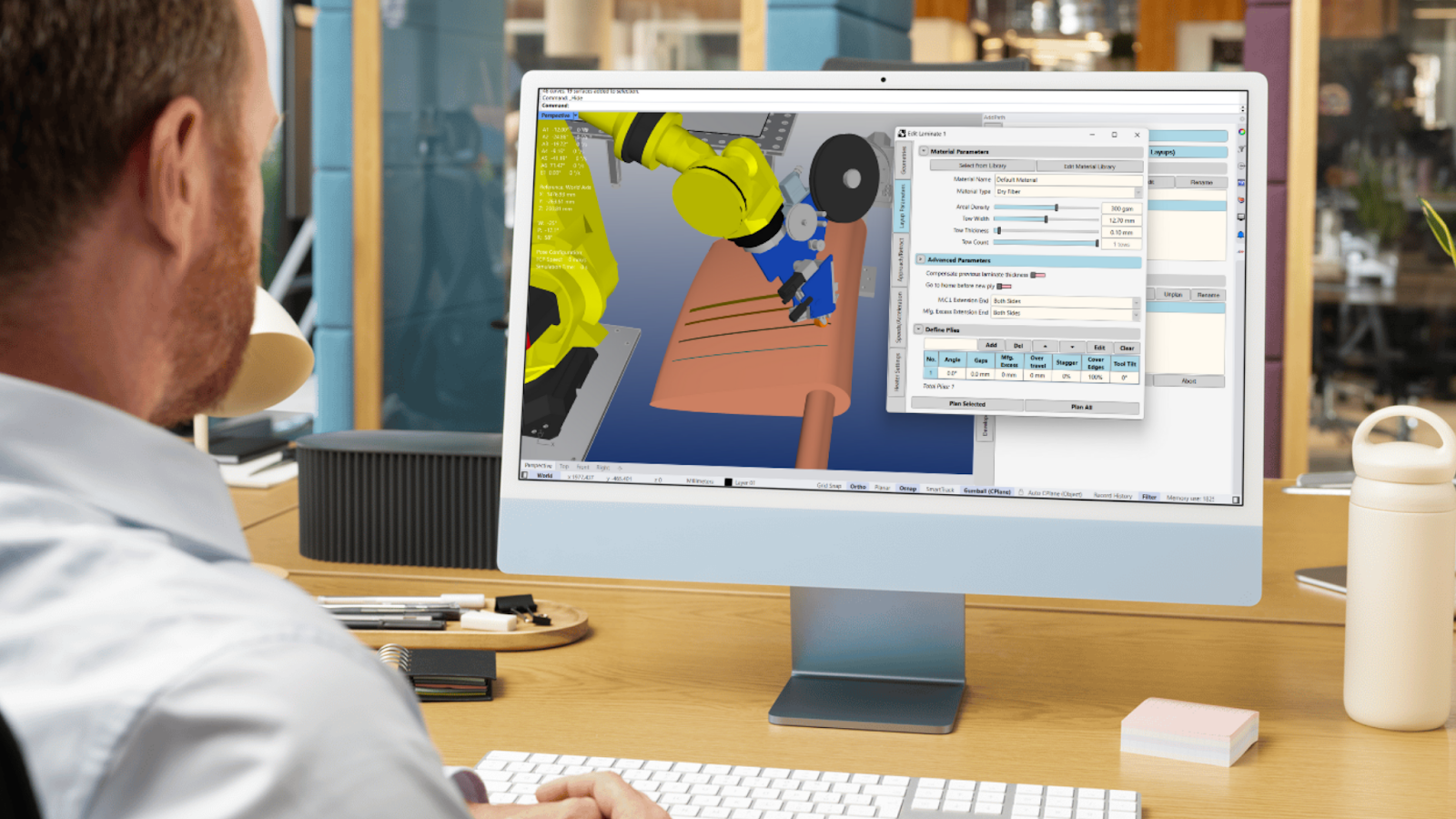
Our AddPath software integrates directly with FEA tools to generate fiber paths that follow your load cases, not arbitrary geometric patterns. Combined with our AFP-X and AFP-XS systems, you can place continuous fiber tape with unprecedented precision – whether you're reinforcing an ADDX-printed structure or creating fully optimized AFP laminates.
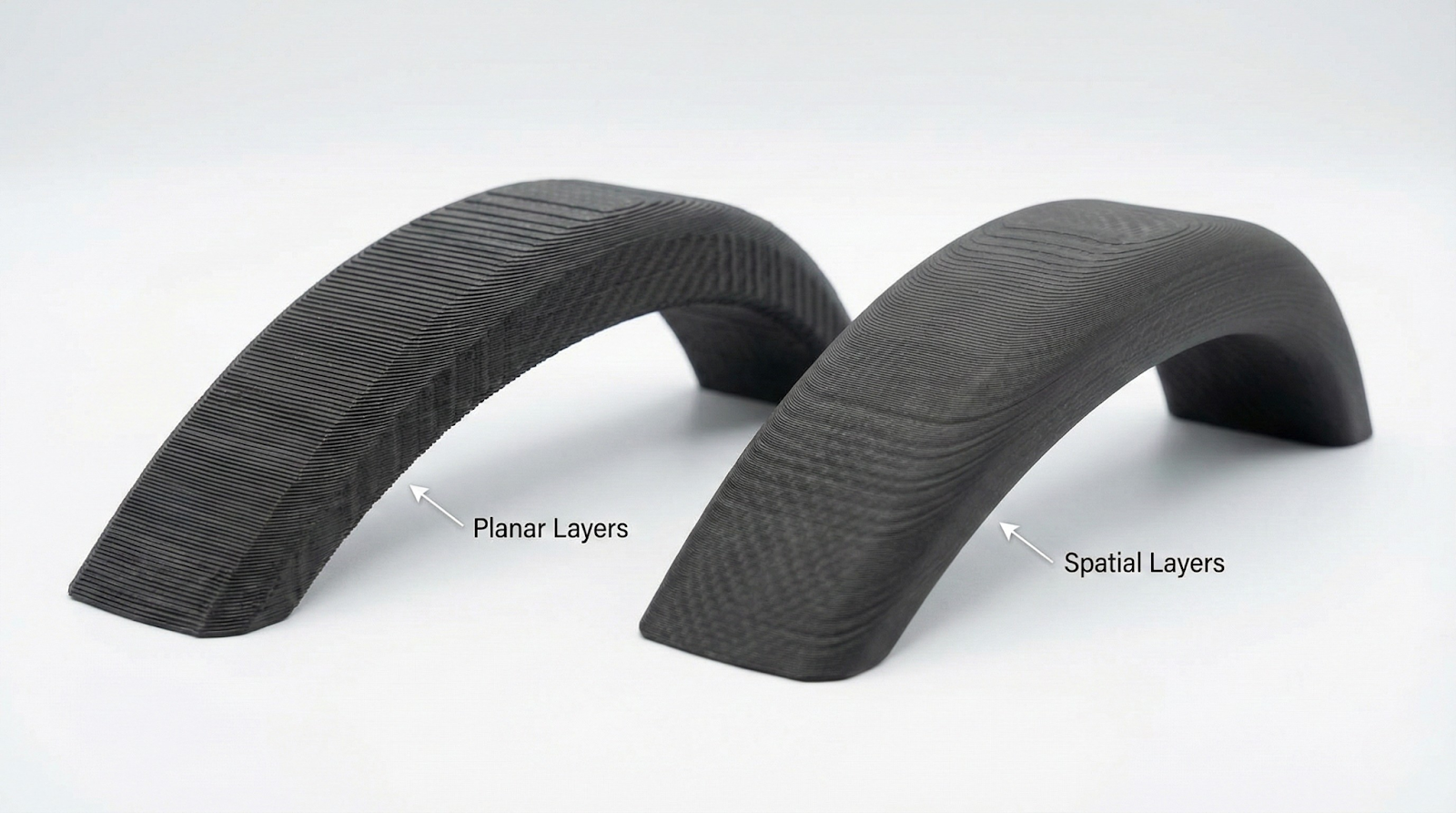
Here's a dirty secret about traditional 3D printing: it's not really 3D. It's 2.5D – stacking flat pancakes on top of each other. Every layer creates a weak interface that can delaminate under load.
Spatial printing changes this entirely. Using 6-7 axis robotic systems, we can deposit material along curved layers that follow the part's actual geometry.
The Impact:
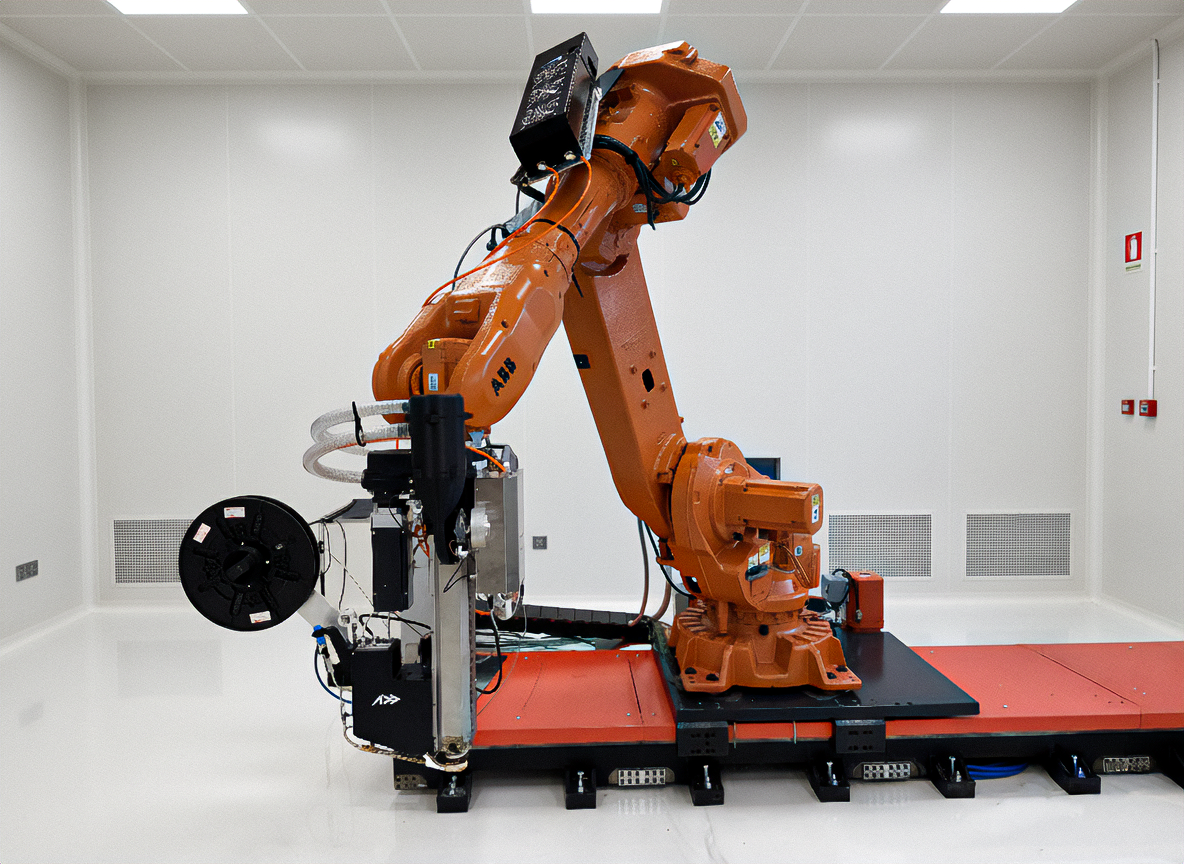
This is precisely why our ADDX system isn't just another large format printer – it's a robotic manufacturing cell capable of true multi-axis deposition. When you need to print a 3-meter component with continuous fiber reinforcement following complex load paths, you need more than a gantry moving in X-Y-Z.
For decades, additive manufacturing has been "cool" but economically questionable for anything beyond prototypes. Two things changed that:
Material Revolution:
Tooling Elimination:
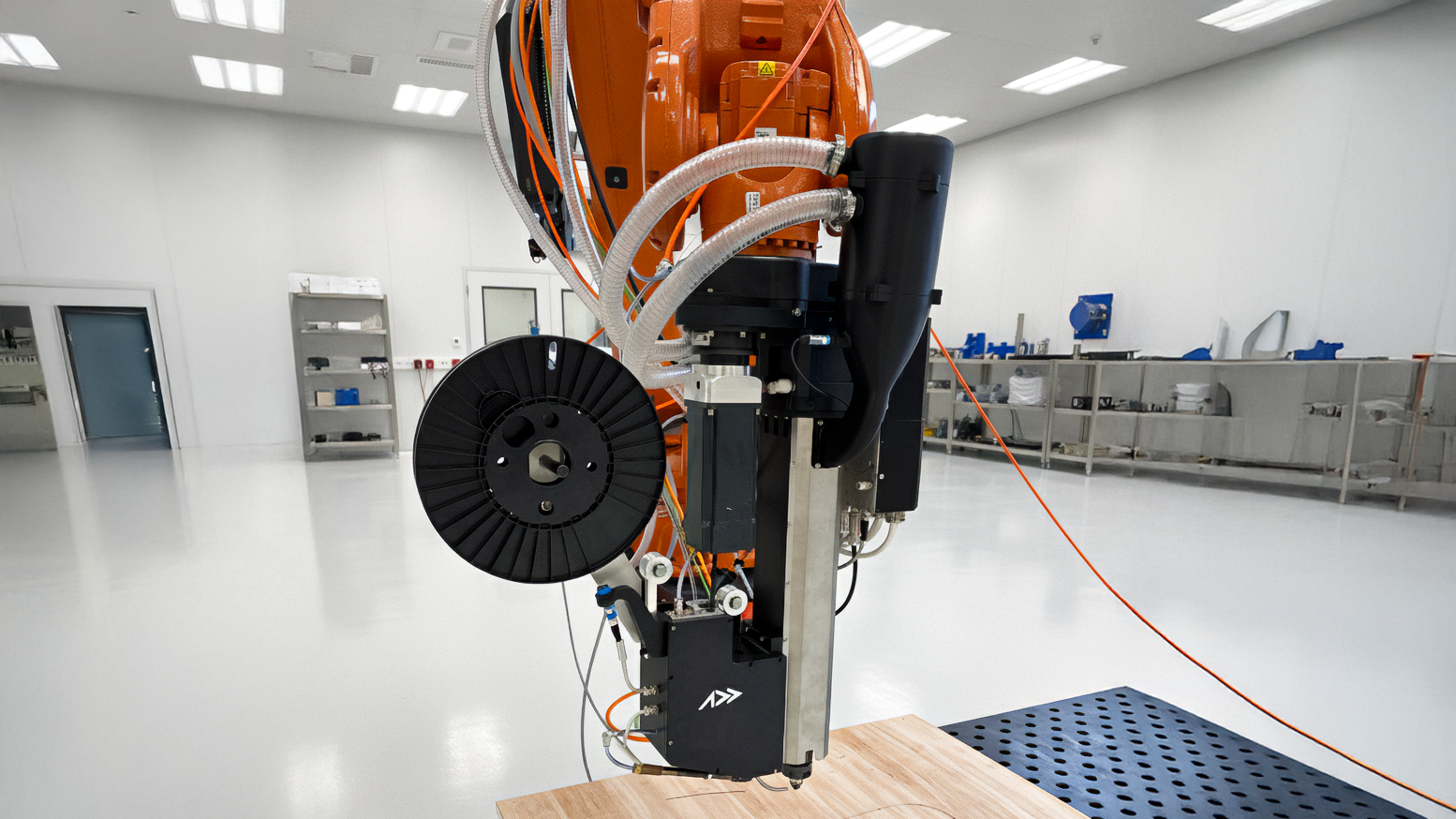
This is the core advantage of our ADDX parallel polymer-fiber extrusion system. It processes industrial pellets directly – the same materials injection molders use – while simultaneously depositing continuous fiber reinforcement. You get composite performance at thermoplastic economics.
In a 50-component assembly, tolerances accumulate. If each part has ±0.2mm tolerance, your stack-up can reach ±1.4mm (statistical) or ±10mm (worst-case).
With monolithic manufacturing, n = 1. Stack-up = 0.
"But wait," you're thinking, "LFAM parts aren't that precise."
You're right. As-printed tolerance is ±0.5-2mm. But here's the solution: hybrid manufacturing.
The Hybrid Strategy:
Net result: The relative position of features is locked by the continuous structure, and absolute dimensions are controlled by CNC
We've designed our systems (both ADDX and AFP) to integrate with standard industrial robots, making it straightforward to add a milling spindle to the same cell. Print bulk geometry, machine precision features – all in one setup.
You can't X-ray a 12-meter part. You can't destructively test the only part you made. Traditional quality control assumes you can inspect sub-components before assembly.
The answer: continuous in-process monitoring + strategic NDT.
The Technologies:
Ultrasonic C-scan: Post-print inspection of critical areas
At Addcomposites, we're not just selling hardware – we're building an ecosystem. Our machines integrate with process monitoring systems, and we're actively developing AI-assisted quality control as part of our commitment to making continuous fiber manufacturing production-ready, not just prototype-capable.
"Great, you printed it in one piece. Now I can't replace a damaged section."
This is where thermoplastics shine. Unlike thermosets (which can't be remelted), thermoplastic composites can be welded.
Repair Technologies:
This repairability is a massive advantage. You can perform field repairs on monolithic structures that would be impossible with thermoset composites. The structure remains continuous – you're not adding fasteners or adhesive bonds that create new stress concentrations.

Current Reality:
LFAM Reality:
The marine industry is leading adoption because regulations are less stringent than aerospace, and the economic case is crystal clear. Every custom yacht is essentially a production volume of one – exactly where LFAM dominates.
The Constraint:
The Solution:
For wind developers, this isn't about technology for technology's sake. It's about the only viable path to continue scaling turbine size for better energy capture.
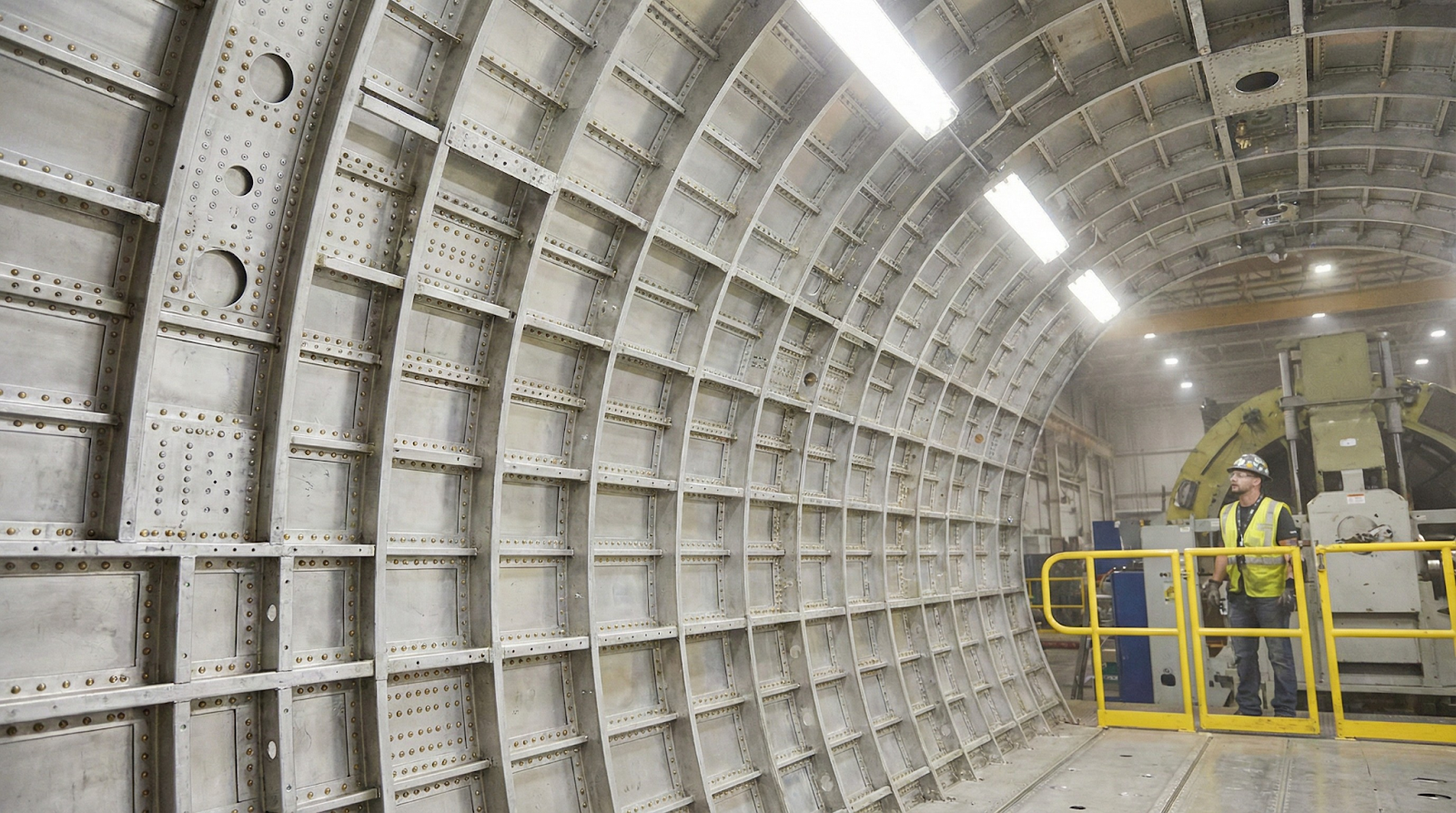
The Boeing 787 fuselage has approximately 2.3 million fasteners. Each one:
The Thermoplastic Composite Vision:
Gulfstream has already validated this approach at the sub-assembly level:
The next step is obvious: print entire fuselage sections with continuous fiber, join them with thermoplastic welding, eliminate hundreds of thousands of fasteners.
Timeline Reality Check:
The technology is ready. The engineering is proven. What's left is certification, process qualification, and scaling.
We didn't build ADDX, AFP-X, and AFP-XS to be research tools. We built them to be production systems that bridge the gap between composite manufacturing as it is today and the monolithic future we're discussing.
ADDX (Parallel Polymer-Fiber Extrusion)
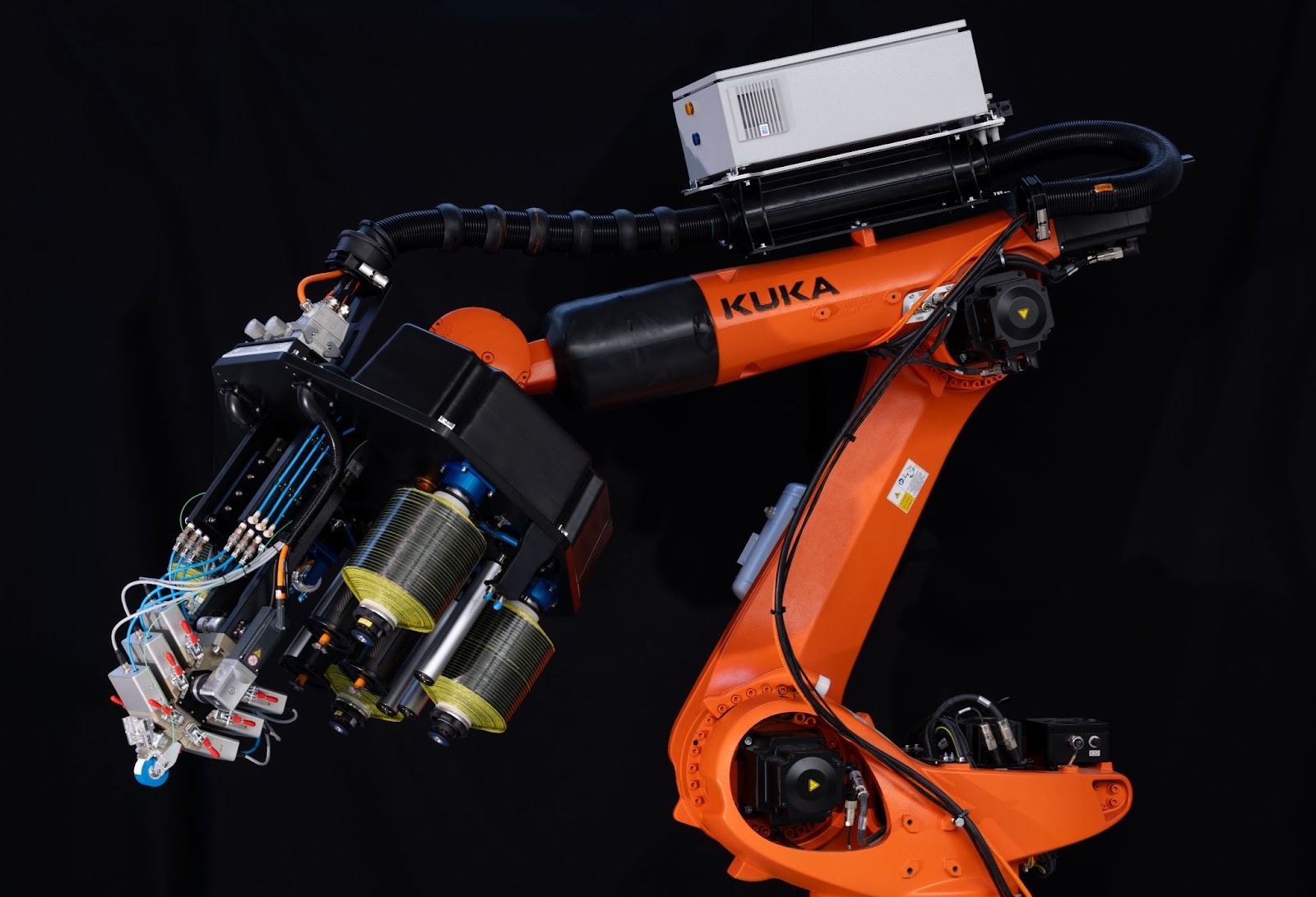
AFP-X (High-Performance Automated Fiber Placement)
AFP-XS (Compact Automated Fiber Placement)

AddPath (Software Ecosystem)

Why This Matters:
Real production parts aren't monolithic-or-nothing. They're optimized:
This is true hybrid manufacturing – using the right process for each feature of the part.
Let's get concrete. Here's the cost breakdown for a real example:
Break-even: ~9,500 units
For low-volume vehicles (EVs, specialty trucks, motorsports), the LFAM route is dramatically cheaper. For high-volume (mainstream automotive), traditional methods still win on unit cost, but LFAM offers:
Consolidation (5-10 parts → 1 part)
We're not talking about the distant future. The technologies are mature enough for production today:
Ready Now (TRL 7-8):
Maturing Fast (TRL 5-7):
The marine industry is already printing boat hulls. Wind developers are already printing blade molds. Automotive manufacturers are already testing chassis components. Aerospace companies are already welding 50,000 thermoplastic parts.
The revolution isn't coming. It's here.
If you're making large composite structures today, you have a decision to make:
Our Recommendation:
Start with hybrid applications:
You don't have to bet the company on a single technology shift. Build capability incrementally.
Phase 1: Education & Assessment (Months 1-3)
Phase 2: Capability Building (Months 3-12)
Phase 3: Production Qualification (Months 12-24)
Phase 4: Scale-Up (Months 24+)
We've been laser-focused on making advanced composites accessible and practical since day one. Our systems are designed for real production environments, not just research labs.
Why Work With Us:
✓ Integrated Systems: ADDX, AFP-X, AFP-XS designed to work together✓ Accessible Pricing: €3,500/month rental option (vs $2-10M traditional AFP)✓ Global Support: Distributors in Canada, China, Japan, Korea, Saudi Arabia, UK✓ Application Support: We help you qualify materials and processes
✓ Open Architecture: Works with standard industrial robots (KUKA, ABB, Fanuc)
✓ Software Included: AddPath for process planning and optimization
We're not selling machines. We're selling capability – the ability to make things that weren't economically or technically feasible before.
The companies that will dominate the next decade of manufacturing aren't the ones with the most expensive tooling. They're the ones that can:
This is the monolithic manufacturing revolution, and it's happening now.
See the technology in action:
Upcoming Events:
Contact: 📧 info@addcomposites.com
🌐 www.addcomposites.com
📍 Espoo, Finland | Global Distribution Network
Addcomposites is democratizing advanced composite manufacturing through accessible, production-ready AFP and LFAM systems. From €3,500/month rental options to complete turnkey cells, we're making aerospace-grade technology available to manufacturers of all sizes.
The future is monolithic. The future is continuous fiber. The future is accessible.
Ready to eliminate assembly and embrace monolithic manufacturing?
References:
All technical claims verified through peer-reviewed research and industry demonstrations. Full technical report available upon request.



.gif)
Download the White Paper
High-Speed Thermoplastic AFP Using Flashlamp Technology
Check your inbox!
The white paper is on its way to your email address. Please check your spam folder if it doesn’t arrive within a few minutes.