

Multi-Width Tape Capability: How AFP-XS Revolutionizes Material Placement Flexibility
November 20, 2025
This is some text inside of a div block.



In automated fiber placement (AFP), the ability to adapt tape width to part geometry isn't just an incremental improvement—it's a fundamental shift in manufacturing capability. The AFP-XS system's multi-width tape functionality enables manufacturers to optimize material usage, reduce production time, and tackle complex geometries that would be impractical with fixed-width systems.
In automated fiber placement (AFP), the ability to adapt tape width to part geometry isn't just an incremental improvement—it's a fundamental shift in manufacturing capability. The AFP-XS system's multi-width tape functionality enables manufacturers to optimize material usage, reduce production time, and tackle complex geometries that would be impractical with fixed-width systems.
Traditional AFP systems lock manufacturers into a compromise: use narrow tapes everywhere for maximum steering capability but accept longer cycle times, or use wide tapes for speed but struggle with complex features. The AFP-XS eliminates this compromise through its standard multi-width capability, allowing seamless transitions between tape widths to match the geometric requirements of each part section.
Traditional AFP systems lock manufacturers into a compromise: use narrow tapes everywhere for maximum steering capability but accept longer cycle times, or use wide tapes for speed but struggle with complex features. The AFP-XS eliminates this compromise through its standard multi-width capability, allowing seamless transitions between tape widths to match the geometric requirements of each part section.
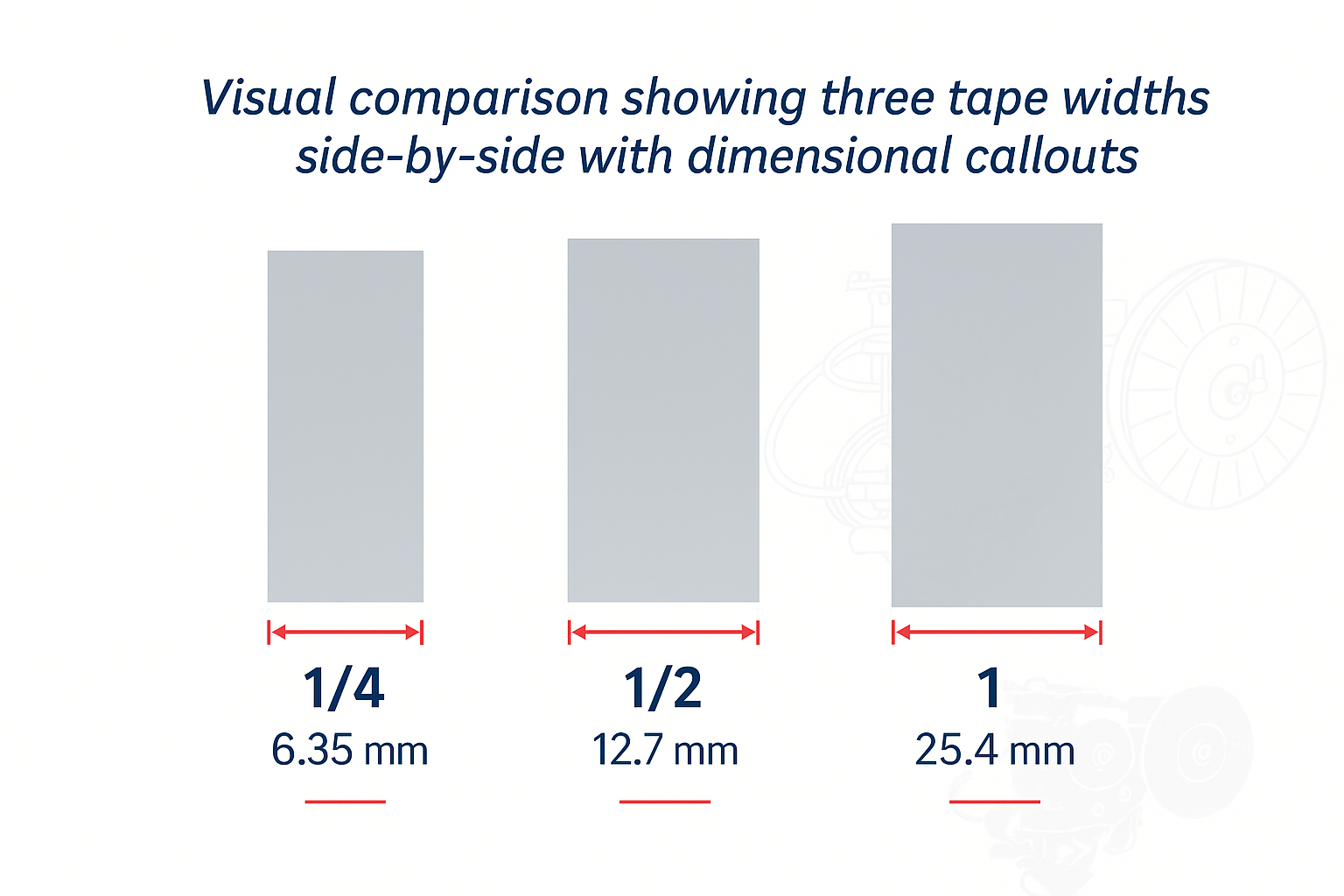
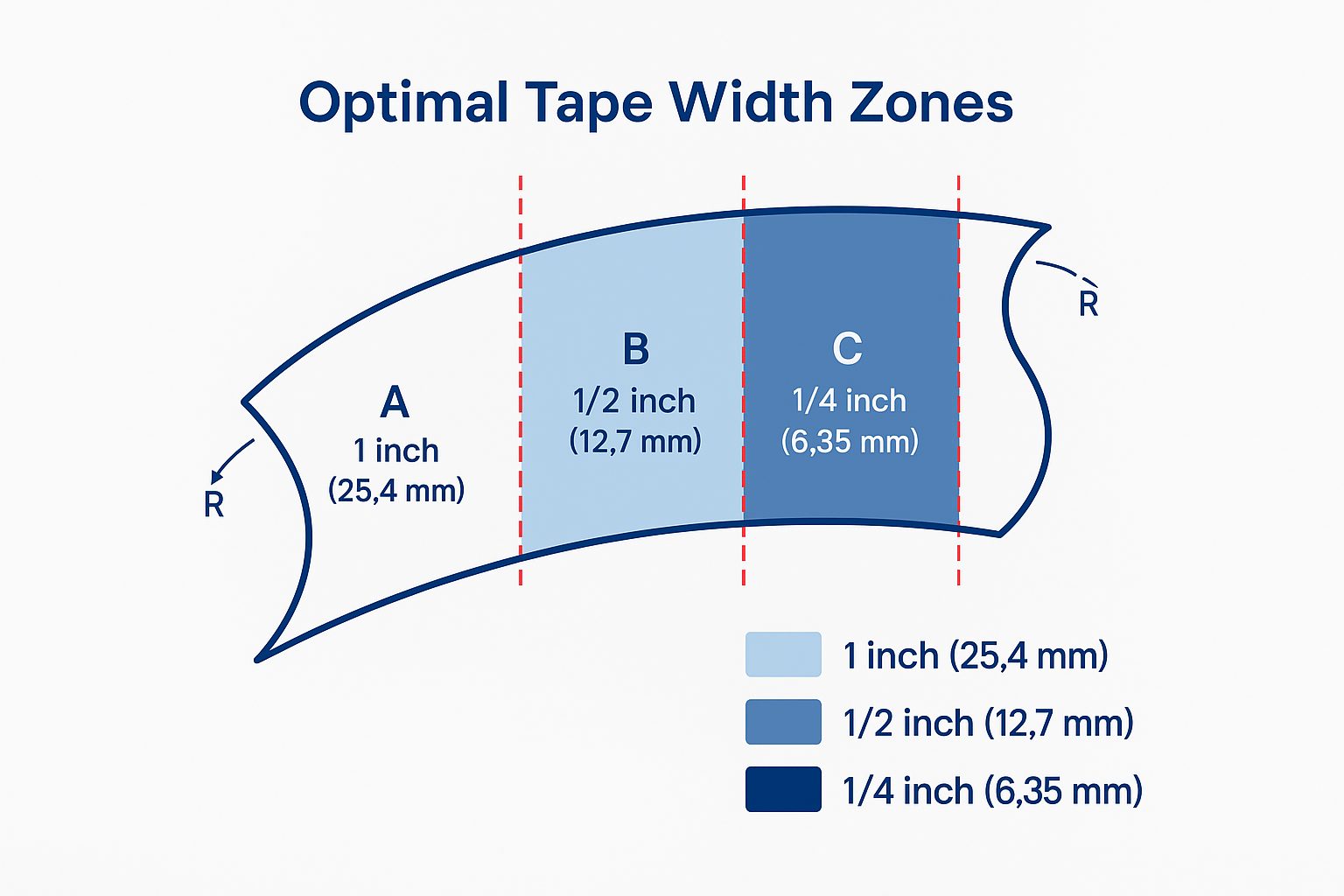
The AFP-XS ships with three standard tape width options:
The system's flexibility extends beyond standard configurations:
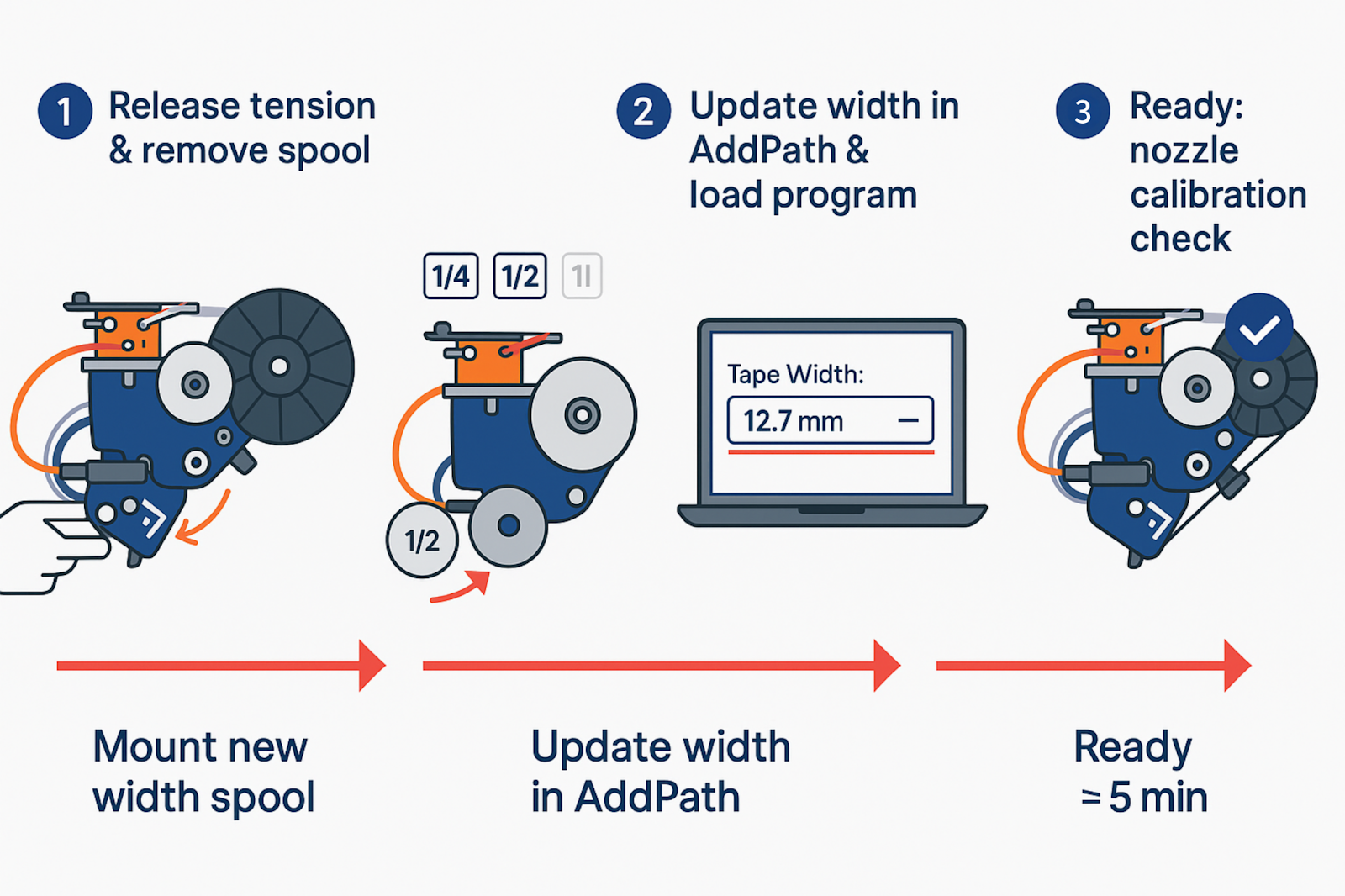
The tape width change process is manual but optimized for efficiency:
Contrary to intuition, wider tapes often improve placement accuracy:
The AFP-XS maintains a consistent 700 Newton maximum compaction force regardless of tape width, but the pressure distribution varies strategically:
Minimum cut/add length remains constant across all tape widths, simplifying programming and ensuring consistent starting/stopping capability regardless of the selected width.
The baseline AFP-XS includes an IR lamp system with these specifications:
For specialized applications, particularly with thermoplastic materials requiring higher processing temperatures:

Consider an L-section part with multiple ply orientations:
Scenario: 0° plies along length
Scenario: ±45° plies over corner radius
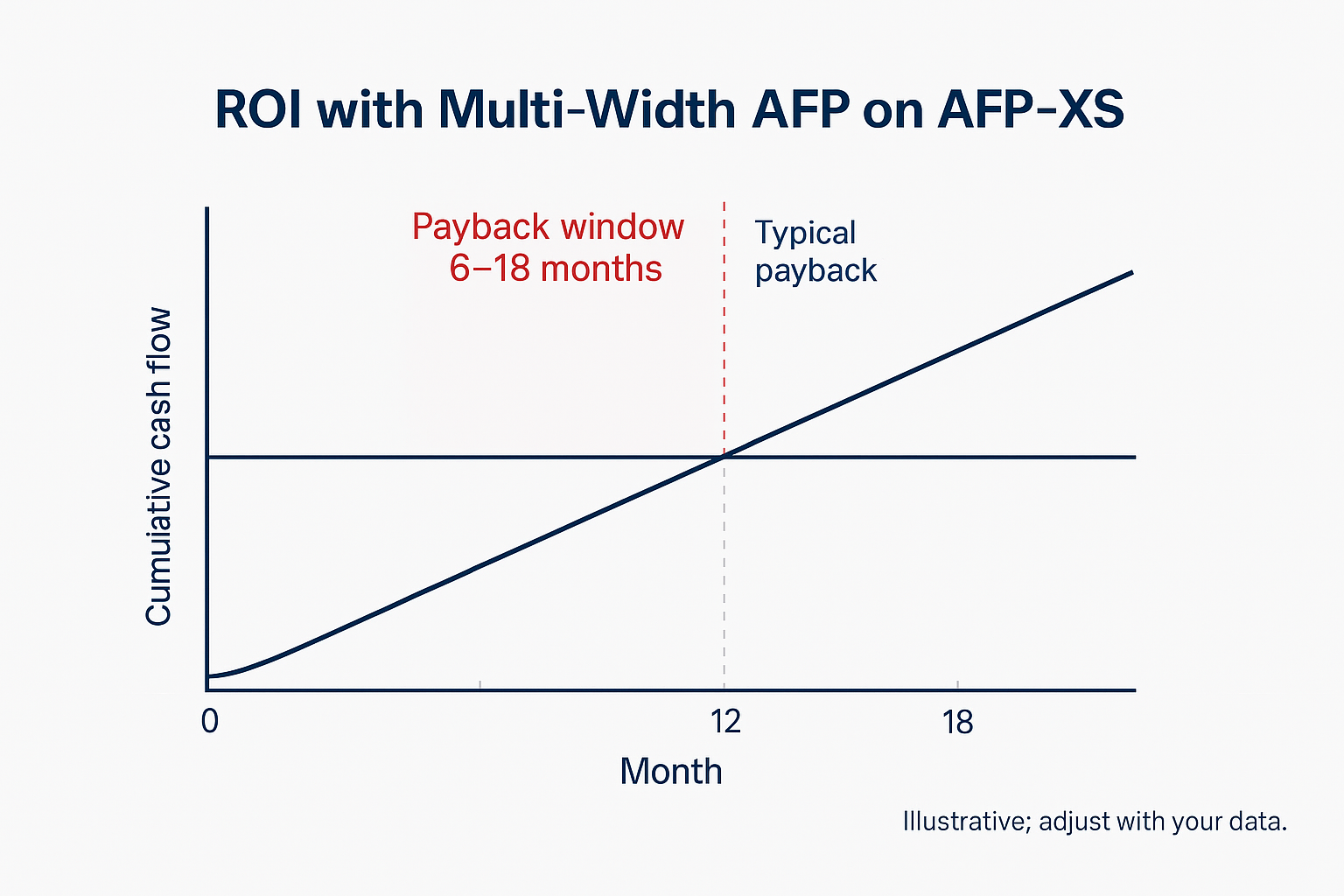
The economic benefits compound through the supply chain:
The relationship between tape width and geometric complexity follows predictable patterns:
Use 1/4" tape for:
Use 1/2" tape for:
Use 1" tape for:
Multi-width capability performs consistently across all composite material systems:
Dry fiber placement: Particularly beneficial as wider dry tapes are more stable
AddPath software provides comprehensive multi-width support:

While not currently available, an auto-optimization feature for tape width selection represents a logical evolution. Such an algorithm would analyze:
This enhancement would further streamline the engineering workflow and ensure optimal width selection across complex parts.
Consider a carbon fiber/epoxy bracket with varying geometric features:
Traditional single-width approach (1/4" only):
Multi-width optimized approach:
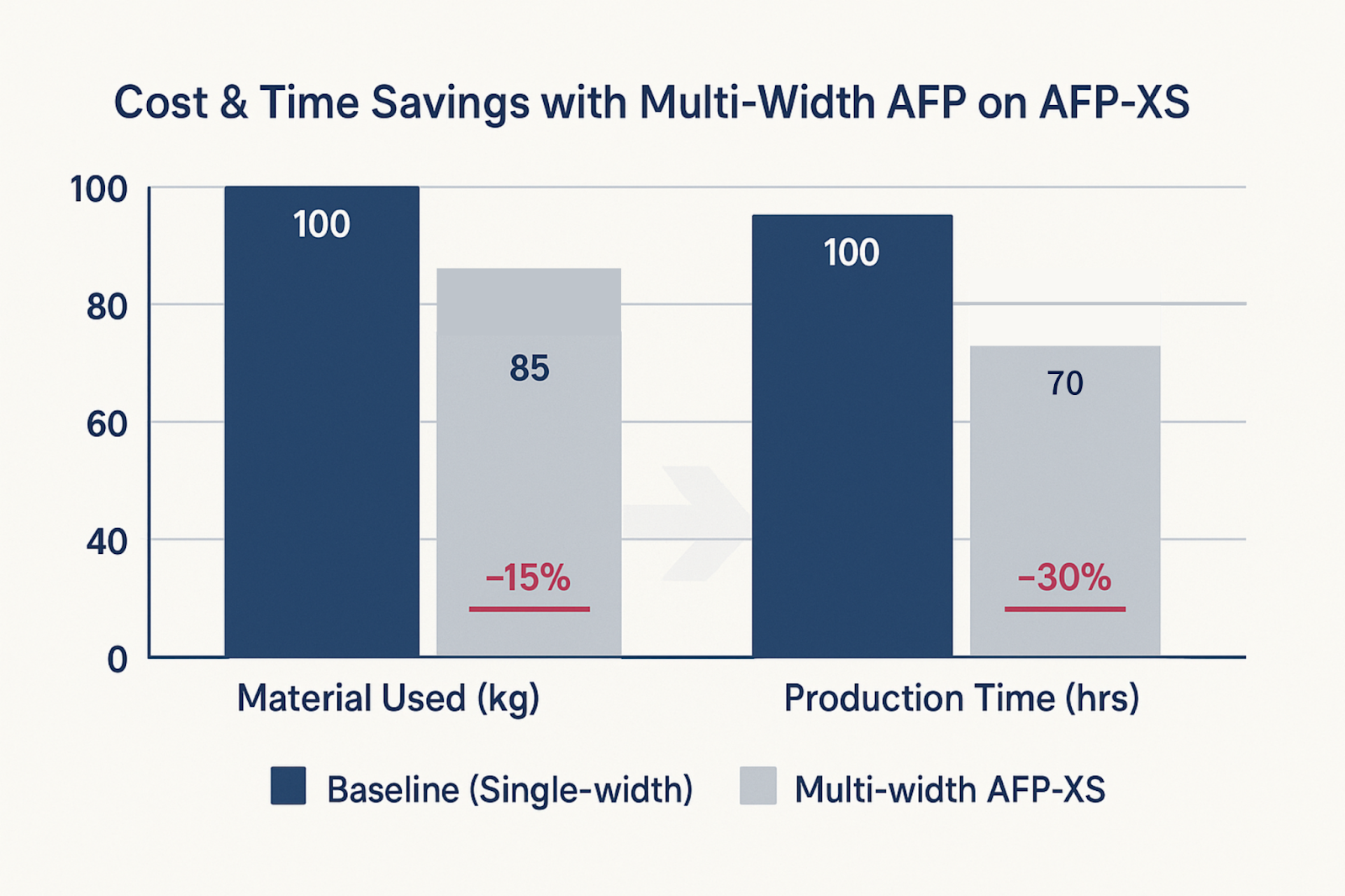
Results:

While no specific multi-width training program is mandatory, successful implementation benefits from:
Document optimal combinations: Build institutional knowledge for similar parts
Unlike competing systems that treat variable width as a premium upgrade, every AFP-XS includes multi-width capability as standard equipment. This philosophy reflects AddComposites' understanding that manufacturing flexibility shouldn't be optional—it should be foundational.
For typical aerospace manufacturers producing complex parts:
The multi-width capability positions manufacturers for emerging trends:
Digital thread integration with AI-driven width optimization
The AFP-XS multi-width tape capability represents more than operational flexibility—it's a fundamental enabler of modern composite manufacturing. By allowing manufacturers to match tape width to geometric complexity dynamically, the system eliminates the traditional compromises between speed, quality, and cost.
For manufacturers evaluating AFP systems, the question isn't whether you need multi-width capability—it's whether you can afford to operate without it in an increasingly competitive landscape where production efficiency and part complexity continue to rise.
To explore how AFP-XS multi-width capability can optimize your specific applications, contact AddComposites for a detailed consultation and process simulation for your parts.
*Special configuration required
Specifications Summary:



.gif)
Download the White Paper
High-Speed Thermoplastic AFP Using Flashlamp Technology
Check your inbox!
The white paper is on its way to your email address. Please check your spam folder if it doesn’t arrive within a few minutes.